08454-235236
give me a call

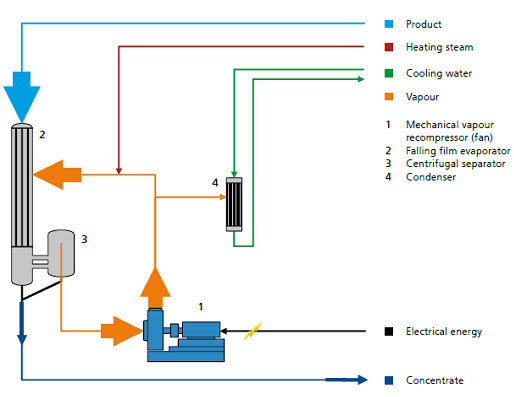
Mechanical Vapour Recompression - (MVRE) is the most efficient Evaporation Technique driven by electrical energy thus reduces operating cost of steam and cooling water required in the process.


Various evaporation techniques are used to concentrate fluids or to achieve Zero Liquid Discharge (ZLD) in wide-ranging industries including dairy, food, pharmaceutical, and chemical, textile, paper etc. Evaporating water from solution is an energy-intensive process. It is often one of the main contributors to a plant’s operating costs.
Over the past 10-15 years, Mechanical vapor recompression (MVRE) has become the preferred system in many industries, because of its economy and simplicity of operation. In most instances, the need for steam to provide heat for the evaporation and cooling water for condensing the overhead vapors is virtually eliminated; by installing MVRE. A wide range of turndown is possible in MVRE.
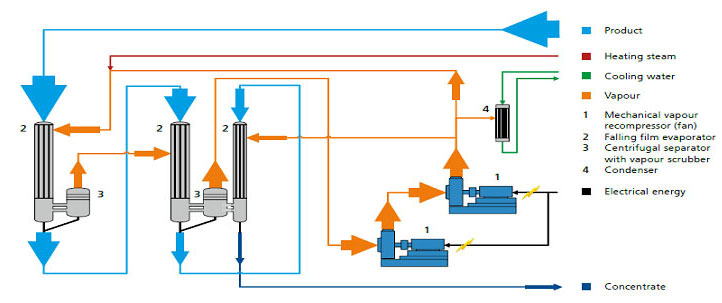
Mechanical Vapor Re-compressor is a system in which the Centrifugal Turbo Fan/Roots Blower is used to recompress the vapors generated by Evaporator at higher pressure using Electrical power. In MVR these same vapors are used again in evaporator as a heating medium. This eliminates the use of fresh steam.
The system operates at a partial vacuum, reducing the boiling temperature and most of the process heat is recovered and recycled within the preheater and evaporator unit. Overall specific energy requirements are dramatically reduced in comparisonto conventional distillation/Evaporation systems.
MVR becomes a CHEAPER option as compared to conventional multiple effect evaporators.
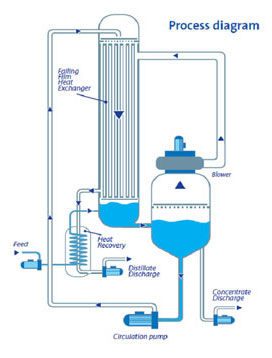
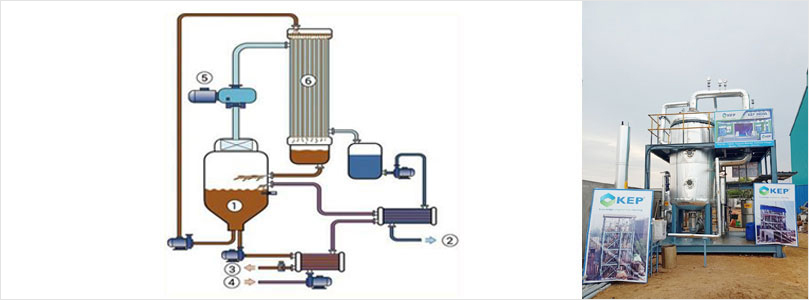
The preheated wastewater stream enters an evaporator chambers (6) from boiling chamber/separation tank (1) through Recirculation pump which is circulating heated waste water through the main heat exchanger (6) and back into the separation tank (1).
Water vapor flows up through the mist pad to inlet side of MVR fan (5). Compressed steam from MVR fan (5) is forced through the steam side of main heat exchanger (6) giving up latent heat to the counter flowing wastewater.High temperature condensate flows out of the main heat exchanger (6).
Concentrate (3) is periodically discharged based on temperature, conductivity or time from separation tank (1). Incoming wastewater (4) is preheated as it passes through a heat exchanger transferring heat from and cooling the exiting pure condensate (2) and concentrate (3) flows.